PHR et PHRT: avec le recul...
Posté : jeu. févr. 14, 2013 10:24 pm
Comme promis depuis longtemps, voici des explications sur les différents problèmes rencontrés sur le fonctionnement de ces machines.
Le circuit frigorifique:
Le circuit frigorifique n’a rien d’un circuit dans les règles de l’art.
Par souci d’économies, le circuit ne comporte qu’un détendeur appelé bi-flow pour une machine conçue pour fonctionner en chaud et en froid. Le circuit est réduit à sa plus simple expression, c’est à dire ni clapet anti-retour, ni électrovanne, même pas de déshydrateur ni de voyant liquide. Avec ce système, on ne peut pas avoir un fonctionnement rationnel.
En mode chaud le fluide est envoyé vers l’échangeur à plaques en passant tout d’abord par la vanne 4 voies. L’échangeur à plaques à un volume très faible par rapport à l’échangeur à ailettes. Pour cette raison, 2 petites bouteilles ( une de 1,1 l et l’autre de 0,70 l sont montée en série pour absorber le volume de liquide variant selon la demande de l’évaporateur. Mais il y a un problème. Le volume de ces deux bouteilles est insuffisant pour contenir la quantité total du fluide ( 3,2 kg ) contenu dans l’installation. Cela provoque les dysfonctionnements suivants:
En cas de givrage important de l’échangeur à ailettes, le détendeur thermostatique se ferme, le fluide s’accumule dans les bouteilles, puis sature le condenseur, et, coupure en HP (E01).
En cas de panne du détendeur: ( décharge du train thermostatique ) même conséquence.
En cas de surcharge en fluide: ce qui n’est pas rare sur ce type de machine, la HP est anormalement élevée, et parfois une coupure furtive en HP se produit sans même que l’on s’en aperçoive, se qui se traduit par un arrêt du compresseur, et immédiatement après, le témoin de temporisation du compresseur clignote, et la machine redémarre. Si cette coupure en HP se produit plus de 3 ou 5 fois en 1 h, la machine se met en défaut.
Mais, le plus grave dans cette conception, c’est lorsque la machine passe en dégivrage.
Une grande quantité de fluide est stockée dans les bouteilles lorsque l’échangeur est givré. En mode chaud, les bouteilles sont côté HP. Lorsque la vanne 4 voies inverse, les bouteilles se trouvent d’un seul coup sur l’aspiration du compresseur. La totalité du fluide va donc saturé l’échangeur à plaques, sans passé par le détendeur, il n’y aura donc pas évaporation du fluide. Le compresseur va donc avaler une bonne dose de liquide, même si on considère qu’une partie du liquide va tout de même s’évaporer, vu la température de l’échangeur à plaques.
Si vous écoutez le bruit du compresseur, et si vous avez la chance d’avoir des manos lors d’un dégivrage, vous entendez bien le bruit métallique du compresseur, et vous verrez très bien sur les manos, les à-coups donné par le compresseur.
Des compresseurs lâchent quelquefois au bout de 2,3 ou 4 ans, il ne faut pas chercher pourquoi.
Le fonctionnement du dégivrage.
Lorsque la température extérieure avoisine les 5 ou 6°, les machines, si elles sont sous dimensionnées, lancent un dégivrage toute les 25mn.
Si elles sont bien dimensionnées, qu’elles ont des temps de fonctionnement de 15 ou 20 mn, avec des arrêts de 10, par exemple, les dégivrages seront déjà moins nombreux.
En effet, il faut 25 mn de temps cumulé de fonctionnement du compresseur avec une température de –2° de l’évaporateur pour qu’un dégivrage se fasse.
Avec une machine sous dimensionnée qui tourne sans arrêt en dessous de 5 ou 6° ext, toutes les 25 mn il y aura un dégivrage.
Avec une machine qui fonctionne dans les conditions indiquées ci-dessous, les dégivrages se feront de la façon suivante:
Démarrage du compresseur > baisse de la température de l’évaporateur jusqu’à –2° et enclenchement du compteur de temps ( cela peut prendre suivant T ext, 2,3 ou 4 mn ) Fonctionnement du compresseur pendant encore 10 mn puis arrêt du compresseur. Le compteur aura enregistré 10 mn. Durée de l’arrêt : 10 mn. Redémarrage du compresseur. La température de l’évaporateur pendant l’arrêt sera repassée au dessus de 0°. Temps pour qu‘il repasse en dessous de –2°: 2 mn. Redémarrage du compteur de cumul. Fonctionnement du compresseur pendant encore 10 mn puis arrêt. Le compteur aura enregistré 10 mn de plus soit 20 mn au total. Arrêt du compresseur pendant 8 mn. Redémarrage, mais l‘échangeur est de nouveau au dessus de 0°. Disons 3 mn pour qu‘il repasse en dessous de –2° Redémarrage du compteur. Fonctionnement du compresseur pendant 5 mn, puis lancement du dégivrage.
Il sera passé en tout
Si on prend 3 mn pour le premier démarrage
Puis 10 mn de fonctionnement
Puis 10 mn d’arrêt
Puis 2 mn pour le deuxième démarrage
Puis 10 mn de fonctionnement
Puis 8 mn d’arrêt
Puis 3 mn pour le troisième démarrage
Puis 5 mn jusqu’au dégivrage
Total 51 mn.
Avec une machine bien dimensionnée, on peut diviser par 2 le nombre de dégivrages avec le programme comme il est conçu par TECHNIBEL. On peut diviser par beaucoup plus avec une gestion différente des dégivrages. ( kit de dégivrage)
Je rappelle que ce processus de dégivrage est utilisé par pas mal de fabricants, d’ou l’importance de ne pas sous dimensionner les PàC.
Enclenchement des ventilateurs en fin de cycle de dégivrage:
Sur certains modèles, les ventilateurs d’évaporateur s’enclenchent en fin de dégivrage.
Pourquoi cette fonction ?
Suivant le type et l’utilisation des PàC, la puissance restituée sur l’échangeur à ailette lors de l’inversion de cycle, est très variable. De plus, comme les échangeurs entre une PHR 11 et PHR 17 sont identiques, la quantité de chaleur fournie sur l’échangeur de la PHR 17 ou bien PHRT 16 sera bien plus importante que sur une PHR 11 ou PHRT 12
La raison, c’est que les compresseurs sont plus puissants, les débits d’eau à l’échangeur à plaques plus grands, et la température sur une PHRT 16 bien plus élevée que sur une PHR 11 sur plancher chauffant par exemple.
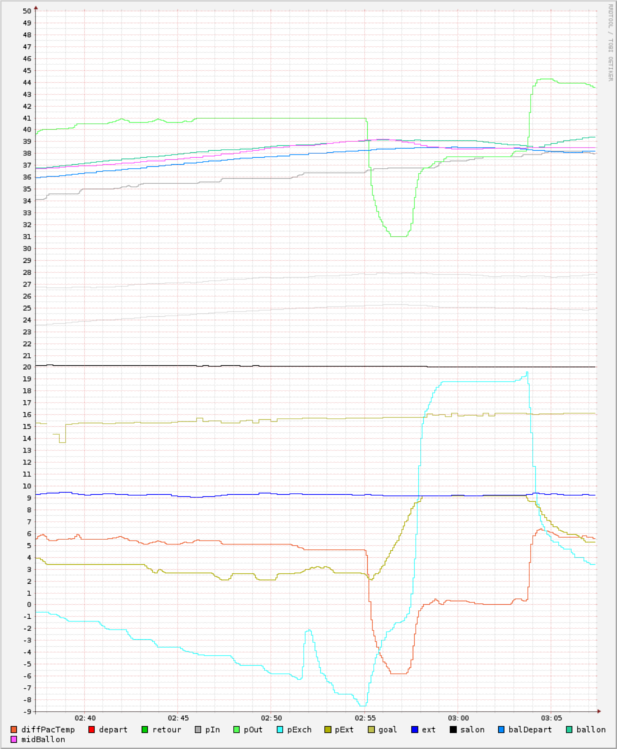
La température de fin de dégivrage est relevée par la sonde SD3 qui est placée sur le dernier brin en bas qui alimente l’échangeur à ailettes. En dégivrage, c’est par là que le liquide revient pour alimenter le détendeur.
Comme la chaleur monte naturellement, on constate que le haut de l’échangeur dégivre en premier, et que c’est toujours en bas que persistent des accumulations de glace. Alors que le haut atteint une température assez élevée, souvent le bas de l’échangeur est toujours givré, donc le liquide qui revient par ce dernier brin est froid. Mais, Ce brin ne représente qu’ 1/12 de l’échangeur. De ce fait, la HP atteint une valeurs assez élevée qui ne correspond pas du tout à la température relevée par SD3.
Si on ne faisait rien, et qu’on attendait que la température de fin de dégivrage qui est de 6 ou 8° arrête le dégivrage, on aurait une coupure en HP
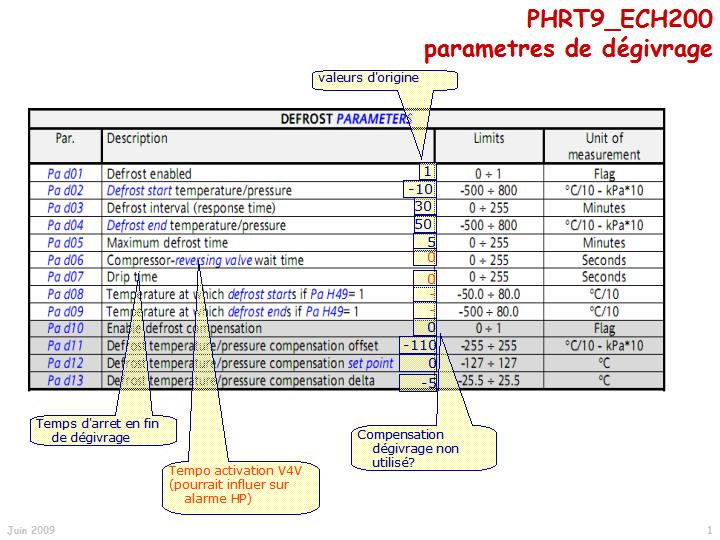
Donc, a environ 2°, on enclenche les ventilateurs pour diminuer la température de l’échangeur est faire baisser la pression de condensation. Le problème, en opérant ainsi, c’est que si il fait très froid, ou bien que la température d’enclenchement des ventilateurs est mal réglée, on refroidi trop le liquide qui revient par les brins du distributeur, et on retarde voir empêche la température d’atteindre la valeurs de 6 ou 8° pour arrêter le cycle de dégivrage. Dans ce cas, c’est la valeurs du temps Max de dégivrage (D05= 5 mn ) qui arrête le dégivrage.
Pour moi, il aurait été plus judicieux de contrôler la HP et d’arrêter le compresseur, en cas de surpression, de laisser se refroidir tranquillement l‘évaporateur pendant 2 à 3 mn, qui aurait fini de se dégivrer par l’inertie accumulée, et si nécessaire redémarrer une fois le compresseur pour terminer le dégivrage.
Le fait d’enclencher les ventilateurs n’est pas du tout rationnel, ça gaspille une énergie inutilement en renvoyant de la chaleur à l’extérieur.
Par contre, il est possible de désactiver les ventilateurs en fin de dégivrage, mais pour savoir si c’est possible, la seule solution est de monter les manos et de regarder se qui se passe en dégivrage.
Le processus est le suivant: désactiver les ventilateurs en fin de dégivrage.
F21 sur 0
Se positionner sur la lecture de la sonde SD3
Vérifier la valeur du paramètre de fin de dégivrage ( 6 ou 8°) Sur certaines machines, ce paramètre est à 10°. Si à 6 ou 8° l’échangeur est bien dégivré, ne pas hésiter à le modifier
Laisser le dégivrage démarrer.
Surveiller le mano HP
Si la valeur HP ne dépasse pas 30/35 bars avant l’arrêt du cycle et que l’échangeur est bien dégivrer, pas besoin de réactiver les ventilateurs.
Si la HP dépasse les 35 bars, réactiver les ventilateurs.
Suivant l’utilisation de la machine, une PHRT 12 par exemple sur un PC pourra se passer des ventilateurs en fin de dégivrage, alors que sur une installation sur radiateurs à 55°, il faudra sûrement laisser les ventilateurs.
La charge de fluide.
La HP en dégivrage peut avoir une valeur anormalement élevée due à une surcharge en fluide.
Lors de la mise en service de plusieurs machines, je me suis trouvé confronté à ce cas. Maintenant, je me méfie, et bien que je ne conseil pas de toucher au circuit frigorifique sur des machines neuves, désormais, maintenant je vérifie systématiquement la HP à la mise en service.
Procédure:
Mettre l’installation en service. Dès que la température de l’eau à atteint une valeur de 30/35° pour un PC, 45/50 pour des radiateurs, je compare la température de condensation à la température moyenne de l’eau dans l’échangeur à plaques.
Normalement, avec une eau E30, S35, c’est à dire T moyenne de 32,5°, la température de condensation ne devrait pas dépasser 40° soit une pression au 410 de 27 bars.
Pour une eau E48, S55, c’est à dire T moyenne de 51,5°, la température de condensation ne devrait pas dépasser 60° soit une pression au 410 de 37 bars.
Si la pression dépasse ces valeurs, c’est qu’il y a un excédent de charge.
Avant d’enlever du fluide, bien vérifier que le delta T entrée/sortie de la PàC est correct. Si le delta T est de 15 par exemple, d’abord rechercher l’origine du problème avant toute intervention sur le circuit de froid.
Beaucoup de machines sont surchargées. On ne s’en aperçoit pas forcément immédiatement. On rencontre des problèmes lorsque l’échangeur est givré, c’est pour cela que souvent tant qu’il ne fait pas froid, tout va bien. Dès les premiers froid, les coupures en E01 apparaissent. C’est le phénomène que je décrivais plus haut: le détendeur se ferme, du fait qu’il n’y a pratiquement plus d’échange, les bouteilles se remplissent, le condenseur se sature, et E01.
J’ai également eu le problème lorsque la machine montait en température assez élevée ( 48/55°) . Avant d’atteindre la température de consigne, la machine s’arrête sans rien afficher, et immédiatement, le témoin de temporisation du compresseur se remet à clignoter, puis la machine redémarre.
En montant les manos, je me suis aperçu que la HP atteignait 42/43 bars et qu’il y avait donc une coupure HP. J’ai donc surveillé l’évolution de la HP et c’est là que j’ai compris qu’il y avait un problème de charge. La HP était bien supérieure à la température moyenne dans l’échangeur à plaques. J’ai donc enlevé du fluide, et là les valeurs se sont rapprochées de la normale. Les conséquences d’une surcharge sont non seulement qu’elle cause des pannes, mais également elle entraîne une surconsommation électrique, car le compresseur travaille à des pressions de refoulement bien supérieures à la normale. La quantité à retirer se situe entre 300 et 400 gr.
Le claquage de l’échangeur à plaques:
J’ai eu 3 échangeurs à plaques qui ont lâchés. Lorsque cela arrive, il est pratiquement impossible de récupérer la machine. J’ai toutefois pu en sauver une, car le client était là lorsque cela c’est produit, et j’ai pu intervenir immédiatement. Il faut fermer les vannes du circuit hydraulique, faire tomber la pression dans le circuit hydraulique de la PàC par la soupape de sécurité, et débraser le plus rapidement possible l’échangeur à plaques. Avec un peu de chance, si le compresseur n’a pas aspiré d’eau, on peu sauver la machine.
Je me suis donc posé la question de savoir pourquoi ces échangeurs lâchaient.
La première hypothèse:
Lorsque les machines sont livrées, il reste de l’eau dans le circuit hydraulique suite aux essais pratiqués en usine. Certaines machines contiennent environ 1/2 l . Donc, lorsque ces machines sont stockées dans un entrepôt ou lors du transport en camion en période de froid, l’eau contenu dans l’échangeur à plaques peut geler. Or, on sait que les échangeurs à plaques ne supportent pas de geler. Donc, si il y a gèle, l’échangeur peut subir des efforts sur les soudures des plaques, ce qui peut par la suite provoquer le claquage.
La deuxième hypothèse:
Lorsque l’on remplace un échangeur, il faut récupérer l’isolant de l’ancien pour le remettre sur le nouveau. Donc, une fois dénudé de sont isolant, sur l’échangeur figure une plaque signalétique sur laquelle est inscrit:
« Max pressure allowaible: 45 bars » Mon anglais étant relativement loin, j’ai pris un dictionnaire pour savoir ce que signifiait « allowaible ». Cela signifie « admissible »
Une chose me gêne: Normalement, sur un récipient sous pression, deux pressions sont indiquées; pression d’épreuve, et pression de service.
Ma question est donc la suivante: 45 bars, est-ce une pression d’épreuve, ou bien une pression de service ?
Il est bien évident que si je pose la question à TECHNIBEL, ils me diront qu’il s’agit d’une pression de service.
Pour moi, pression maximum admissible, ça veut dire qu’il ne faut pas la dépasser. Or, le pressostat de sécurité HP coupe à 42/43 bars. Cela veut dire que la marge de sécurité entre la coupure HP et la pression maxi est vraiment insignifiante (2 bars)
Il suffit donc qu’un échangeur est une petite faiblesse de soudure sur une plaque, et patatrac, c’est la catastrophe !
J’ai fais part de ces remarques à TECHNIBEL, mais je n’ai pas eu de commentaire sur ce sujet de leur part, jusqu’à aujourd‘hui.
Lorsque un échangeur claque, Technibel l’envoie pour expertise à son fabricant. Déjà, d’entrée, ils commencent par dire que souvent ça vient de l’acidité de l’eau, ou de dépôts qui bouchent partiellement des circuits, ce qui provoque une diminution de la surface d’échange, d’ou, en dégivrage, une baisse de la température d’évaporation, d’ou un risque de gèle de l’échangeur. Ca, c’est avant l’expertise.
Curieusement, comme par hasard, le rapport d’expertise trouve un échangeur avec des traces de corrosion (ce qui est tout de même étonnant pour un échangeur en inox) et également des dépôts d’impuretés qui ont bouchés des circuits….
Curieux, tout de même non ????
Par contre, leur expertise n’a aucune valeur juridique, vu qu’elle est faite par le fabricant de l’échangeur.
Donc, ils refusent de prendre la réparation en charge, réparation qui 9 fois sur 10 est le remplacement de la machine.
Donc, dans ce cas, il faut taper là ou ça fait mal, ,c’est à dire le service commercial.
En général, (si on est pas un particulier) on obtient gain de cause si on sait faire pression. C’est la méthode que j’ai employé à deux reprises pour obtenir le remplacement de 3 machines qui étaient sous garantie, et qui me posaient de véritables problèmes.
Ma conclusion:
Ces machines sont simples et pas chères. Au pont de vue fonctionnement et performances, je penses qu’elles n’ont rien a envier à certaines marques. C’est vrai que la disposition et l’assemblage des organes frigorifiques laissent à désirer. On peut dire que TECHNIBEL n’a pas trop de dépense en ce qui concerne les accessoires de fixation des différents composants.
Les brasures des tuyauteries frigorifiques et hydrauliques laissent aussi à désirer. Il y a en autre deux tubes de services qui ne servent à rien, vu qu’il y a des valves schrader sur la HP et la BP, qui sont écrasés et brasés, et qui avec les vibrations peuvent arriver à casser.( J’ai eu le cas)
Malgré tout, ces machines sont simples à dépanner, on a les pièces relativement rapidement, et les prix ne sont pas exagérés.
Pour ma part, depuis 2006, j’ai eu sur 30 machines:
1 compresseur ( grippé par manque d’huile, à cause d’un tube de service qui à cassé)
3 échangeurs à plaques (les causes probables évoquées plus haut)
1 régulateur.
J’ai également eu sur 5 machines que je n’ai pas vendu:
3 échangeurs à ailettes (La qualité des échangeurs à ailettes est vraiment médiocre )
2 trains thermostatique de détendeur ( train thermostatique vide à cause de l’usure du capillaire du aux vibrations )
Je n’ai jamais remplacé de vanne d’inversion, de circulateur, ni de ventilateurs
Ce que j’apprécie sur ce type de machine, c’est de pouvoir diagnostiquer en moins de 10 mn la panne qu’il peut y avoir.
Par contre, je déplore la fragilité des échangeurs, et la conception du circuit frigorifique qui laisse vraiment à désirer…
Je n’ai pas évoqué le problème des démarreurs, car sur la totalité de mon parc, je n’ai qu’une machine en monophasé. Pour moi, les machines en monophasée sont une aberration, surtout au dessus de 2 kw de puissance absorbée. On le voit d’ailleurs, beaucoup ont eu un problème avec ces démarreurs.
G32
Je joins des schémas dès que j'y arrive...
Le circuit frigorifique:
Le circuit frigorifique n’a rien d’un circuit dans les règles de l’art.
Par souci d’économies, le circuit ne comporte qu’un détendeur appelé bi-flow pour une machine conçue pour fonctionner en chaud et en froid. Le circuit est réduit à sa plus simple expression, c’est à dire ni clapet anti-retour, ni électrovanne, même pas de déshydrateur ni de voyant liquide. Avec ce système, on ne peut pas avoir un fonctionnement rationnel.
En mode chaud le fluide est envoyé vers l’échangeur à plaques en passant tout d’abord par la vanne 4 voies. L’échangeur à plaques à un volume très faible par rapport à l’échangeur à ailettes. Pour cette raison, 2 petites bouteilles ( une de 1,1 l et l’autre de 0,70 l sont montée en série pour absorber le volume de liquide variant selon la demande de l’évaporateur. Mais il y a un problème. Le volume de ces deux bouteilles est insuffisant pour contenir la quantité total du fluide ( 3,2 kg ) contenu dans l’installation. Cela provoque les dysfonctionnements suivants:
En cas de givrage important de l’échangeur à ailettes, le détendeur thermostatique se ferme, le fluide s’accumule dans les bouteilles, puis sature le condenseur, et, coupure en HP (E01).
En cas de panne du détendeur: ( décharge du train thermostatique ) même conséquence.
En cas de surcharge en fluide: ce qui n’est pas rare sur ce type de machine, la HP est anormalement élevée, et parfois une coupure furtive en HP se produit sans même que l’on s’en aperçoive, se qui se traduit par un arrêt du compresseur, et immédiatement après, le témoin de temporisation du compresseur clignote, et la machine redémarre. Si cette coupure en HP se produit plus de 3 ou 5 fois en 1 h, la machine se met en défaut.
Mais, le plus grave dans cette conception, c’est lorsque la machine passe en dégivrage.
Une grande quantité de fluide est stockée dans les bouteilles lorsque l’échangeur est givré. En mode chaud, les bouteilles sont côté HP. Lorsque la vanne 4 voies inverse, les bouteilles se trouvent d’un seul coup sur l’aspiration du compresseur. La totalité du fluide va donc saturé l’échangeur à plaques, sans passé par le détendeur, il n’y aura donc pas évaporation du fluide. Le compresseur va donc avaler une bonne dose de liquide, même si on considère qu’une partie du liquide va tout de même s’évaporer, vu la température de l’échangeur à plaques.
Si vous écoutez le bruit du compresseur, et si vous avez la chance d’avoir des manos lors d’un dégivrage, vous entendez bien le bruit métallique du compresseur, et vous verrez très bien sur les manos, les à-coups donné par le compresseur.
Des compresseurs lâchent quelquefois au bout de 2,3 ou 4 ans, il ne faut pas chercher pourquoi.
Le fonctionnement du dégivrage.
Lorsque la température extérieure avoisine les 5 ou 6°, les machines, si elles sont sous dimensionnées, lancent un dégivrage toute les 25mn.
Si elles sont bien dimensionnées, qu’elles ont des temps de fonctionnement de 15 ou 20 mn, avec des arrêts de 10, par exemple, les dégivrages seront déjà moins nombreux.
En effet, il faut 25 mn de temps cumulé de fonctionnement du compresseur avec une température de –2° de l’évaporateur pour qu’un dégivrage se fasse.
Avec une machine sous dimensionnée qui tourne sans arrêt en dessous de 5 ou 6° ext, toutes les 25 mn il y aura un dégivrage.
Avec une machine qui fonctionne dans les conditions indiquées ci-dessous, les dégivrages se feront de la façon suivante:
Démarrage du compresseur > baisse de la température de l’évaporateur jusqu’à –2° et enclenchement du compteur de temps ( cela peut prendre suivant T ext, 2,3 ou 4 mn ) Fonctionnement du compresseur pendant encore 10 mn puis arrêt du compresseur. Le compteur aura enregistré 10 mn. Durée de l’arrêt : 10 mn. Redémarrage du compresseur. La température de l’évaporateur pendant l’arrêt sera repassée au dessus de 0°. Temps pour qu‘il repasse en dessous de –2°: 2 mn. Redémarrage du compteur de cumul. Fonctionnement du compresseur pendant encore 10 mn puis arrêt. Le compteur aura enregistré 10 mn de plus soit 20 mn au total. Arrêt du compresseur pendant 8 mn. Redémarrage, mais l‘échangeur est de nouveau au dessus de 0°. Disons 3 mn pour qu‘il repasse en dessous de –2° Redémarrage du compteur. Fonctionnement du compresseur pendant 5 mn, puis lancement du dégivrage.
Il sera passé en tout
Si on prend 3 mn pour le premier démarrage
Puis 10 mn de fonctionnement
Puis 10 mn d’arrêt
Puis 2 mn pour le deuxième démarrage
Puis 10 mn de fonctionnement
Puis 8 mn d’arrêt
Puis 3 mn pour le troisième démarrage
Puis 5 mn jusqu’au dégivrage
Total 51 mn.
Avec une machine bien dimensionnée, on peut diviser par 2 le nombre de dégivrages avec le programme comme il est conçu par TECHNIBEL. On peut diviser par beaucoup plus avec une gestion différente des dégivrages. ( kit de dégivrage)
Je rappelle que ce processus de dégivrage est utilisé par pas mal de fabricants, d’ou l’importance de ne pas sous dimensionner les PàC.
Enclenchement des ventilateurs en fin de cycle de dégivrage:
Sur certains modèles, les ventilateurs d’évaporateur s’enclenchent en fin de dégivrage.
Pourquoi cette fonction ?
Suivant le type et l’utilisation des PàC, la puissance restituée sur l’échangeur à ailette lors de l’inversion de cycle, est très variable. De plus, comme les échangeurs entre une PHR 11 et PHR 17 sont identiques, la quantité de chaleur fournie sur l’échangeur de la PHR 17 ou bien PHRT 16 sera bien plus importante que sur une PHR 11 ou PHRT 12
La raison, c’est que les compresseurs sont plus puissants, les débits d’eau à l’échangeur à plaques plus grands, et la température sur une PHRT 16 bien plus élevée que sur une PHR 11 sur plancher chauffant par exemple.
La température de fin de dégivrage est relevée par la sonde SD3 qui est placée sur le dernier brin en bas qui alimente l’échangeur à ailettes. En dégivrage, c’est par là que le liquide revient pour alimenter le détendeur.
Comme la chaleur monte naturellement, on constate que le haut de l’échangeur dégivre en premier, et que c’est toujours en bas que persistent des accumulations de glace. Alors que le haut atteint une température assez élevée, souvent le bas de l’échangeur est toujours givré, donc le liquide qui revient par ce dernier brin est froid. Mais, Ce brin ne représente qu’ 1/12 de l’échangeur. De ce fait, la HP atteint une valeurs assez élevée qui ne correspond pas du tout à la température relevée par SD3.
Si on ne faisait rien, et qu’on attendait que la température de fin de dégivrage qui est de 6 ou 8° arrête le dégivrage, on aurait une coupure en HP
Donc, a environ 2°, on enclenche les ventilateurs pour diminuer la température de l’échangeur est faire baisser la pression de condensation. Le problème, en opérant ainsi, c’est que si il fait très froid, ou bien que la température d’enclenchement des ventilateurs est mal réglée, on refroidi trop le liquide qui revient par les brins du distributeur, et on retarde voir empêche la température d’atteindre la valeurs de 6 ou 8° pour arrêter le cycle de dégivrage. Dans ce cas, c’est la valeurs du temps Max de dégivrage (D05= 5 mn ) qui arrête le dégivrage.
Pour moi, il aurait été plus judicieux de contrôler la HP et d’arrêter le compresseur, en cas de surpression, de laisser se refroidir tranquillement l‘évaporateur pendant 2 à 3 mn, qui aurait fini de se dégivrer par l’inertie accumulée, et si nécessaire redémarrer une fois le compresseur pour terminer le dégivrage.
Le fait d’enclencher les ventilateurs n’est pas du tout rationnel, ça gaspille une énergie inutilement en renvoyant de la chaleur à l’extérieur.
Par contre, il est possible de désactiver les ventilateurs en fin de dégivrage, mais pour savoir si c’est possible, la seule solution est de monter les manos et de regarder se qui se passe en dégivrage.
Le processus est le suivant: désactiver les ventilateurs en fin de dégivrage.
F21 sur 0
Se positionner sur la lecture de la sonde SD3
Vérifier la valeur du paramètre de fin de dégivrage ( 6 ou 8°) Sur certaines machines, ce paramètre est à 10°. Si à 6 ou 8° l’échangeur est bien dégivré, ne pas hésiter à le modifier
Laisser le dégivrage démarrer.
Surveiller le mano HP
Si la valeur HP ne dépasse pas 30/35 bars avant l’arrêt du cycle et que l’échangeur est bien dégivrer, pas besoin de réactiver les ventilateurs.
Si la HP dépasse les 35 bars, réactiver les ventilateurs.
Suivant l’utilisation de la machine, une PHRT 12 par exemple sur un PC pourra se passer des ventilateurs en fin de dégivrage, alors que sur une installation sur radiateurs à 55°, il faudra sûrement laisser les ventilateurs.
La charge de fluide.
La HP en dégivrage peut avoir une valeur anormalement élevée due à une surcharge en fluide.
Lors de la mise en service de plusieurs machines, je me suis trouvé confronté à ce cas. Maintenant, je me méfie, et bien que je ne conseil pas de toucher au circuit frigorifique sur des machines neuves, désormais, maintenant je vérifie systématiquement la HP à la mise en service.
Procédure:
Mettre l’installation en service. Dès que la température de l’eau à atteint une valeur de 30/35° pour un PC, 45/50 pour des radiateurs, je compare la température de condensation à la température moyenne de l’eau dans l’échangeur à plaques.
Normalement, avec une eau E30, S35, c’est à dire T moyenne de 32,5°, la température de condensation ne devrait pas dépasser 40° soit une pression au 410 de 27 bars.
Pour une eau E48, S55, c’est à dire T moyenne de 51,5°, la température de condensation ne devrait pas dépasser 60° soit une pression au 410 de 37 bars.
Si la pression dépasse ces valeurs, c’est qu’il y a un excédent de charge.
Avant d’enlever du fluide, bien vérifier que le delta T entrée/sortie de la PàC est correct. Si le delta T est de 15 par exemple, d’abord rechercher l’origine du problème avant toute intervention sur le circuit de froid.
Beaucoup de machines sont surchargées. On ne s’en aperçoit pas forcément immédiatement. On rencontre des problèmes lorsque l’échangeur est givré, c’est pour cela que souvent tant qu’il ne fait pas froid, tout va bien. Dès les premiers froid, les coupures en E01 apparaissent. C’est le phénomène que je décrivais plus haut: le détendeur se ferme, du fait qu’il n’y a pratiquement plus d’échange, les bouteilles se remplissent, le condenseur se sature, et E01.
J’ai également eu le problème lorsque la machine montait en température assez élevée ( 48/55°) . Avant d’atteindre la température de consigne, la machine s’arrête sans rien afficher, et immédiatement, le témoin de temporisation du compresseur se remet à clignoter, puis la machine redémarre.
En montant les manos, je me suis aperçu que la HP atteignait 42/43 bars et qu’il y avait donc une coupure HP. J’ai donc surveillé l’évolution de la HP et c’est là que j’ai compris qu’il y avait un problème de charge. La HP était bien supérieure à la température moyenne dans l’échangeur à plaques. J’ai donc enlevé du fluide, et là les valeurs se sont rapprochées de la normale. Les conséquences d’une surcharge sont non seulement qu’elle cause des pannes, mais également elle entraîne une surconsommation électrique, car le compresseur travaille à des pressions de refoulement bien supérieures à la normale. La quantité à retirer se situe entre 300 et 400 gr.
Le claquage de l’échangeur à plaques:
J’ai eu 3 échangeurs à plaques qui ont lâchés. Lorsque cela arrive, il est pratiquement impossible de récupérer la machine. J’ai toutefois pu en sauver une, car le client était là lorsque cela c’est produit, et j’ai pu intervenir immédiatement. Il faut fermer les vannes du circuit hydraulique, faire tomber la pression dans le circuit hydraulique de la PàC par la soupape de sécurité, et débraser le plus rapidement possible l’échangeur à plaques. Avec un peu de chance, si le compresseur n’a pas aspiré d’eau, on peu sauver la machine.
Je me suis donc posé la question de savoir pourquoi ces échangeurs lâchaient.
La première hypothèse:
Lorsque les machines sont livrées, il reste de l’eau dans le circuit hydraulique suite aux essais pratiqués en usine. Certaines machines contiennent environ 1/2 l . Donc, lorsque ces machines sont stockées dans un entrepôt ou lors du transport en camion en période de froid, l’eau contenu dans l’échangeur à plaques peut geler. Or, on sait que les échangeurs à plaques ne supportent pas de geler. Donc, si il y a gèle, l’échangeur peut subir des efforts sur les soudures des plaques, ce qui peut par la suite provoquer le claquage.
La deuxième hypothèse:
Lorsque l’on remplace un échangeur, il faut récupérer l’isolant de l’ancien pour le remettre sur le nouveau. Donc, une fois dénudé de sont isolant, sur l’échangeur figure une plaque signalétique sur laquelle est inscrit:
« Max pressure allowaible: 45 bars » Mon anglais étant relativement loin, j’ai pris un dictionnaire pour savoir ce que signifiait « allowaible ». Cela signifie « admissible »
Une chose me gêne: Normalement, sur un récipient sous pression, deux pressions sont indiquées; pression d’épreuve, et pression de service.
Ma question est donc la suivante: 45 bars, est-ce une pression d’épreuve, ou bien une pression de service ?
Il est bien évident que si je pose la question à TECHNIBEL, ils me diront qu’il s’agit d’une pression de service.
Pour moi, pression maximum admissible, ça veut dire qu’il ne faut pas la dépasser. Or, le pressostat de sécurité HP coupe à 42/43 bars. Cela veut dire que la marge de sécurité entre la coupure HP et la pression maxi est vraiment insignifiante (2 bars)
Il suffit donc qu’un échangeur est une petite faiblesse de soudure sur une plaque, et patatrac, c’est la catastrophe !
J’ai fais part de ces remarques à TECHNIBEL, mais je n’ai pas eu de commentaire sur ce sujet de leur part, jusqu’à aujourd‘hui.
Lorsque un échangeur claque, Technibel l’envoie pour expertise à son fabricant. Déjà, d’entrée, ils commencent par dire que souvent ça vient de l’acidité de l’eau, ou de dépôts qui bouchent partiellement des circuits, ce qui provoque une diminution de la surface d’échange, d’ou, en dégivrage, une baisse de la température d’évaporation, d’ou un risque de gèle de l’échangeur. Ca, c’est avant l’expertise.
Curieusement, comme par hasard, le rapport d’expertise trouve un échangeur avec des traces de corrosion (ce qui est tout de même étonnant pour un échangeur en inox) et également des dépôts d’impuretés qui ont bouchés des circuits….
Curieux, tout de même non ????
Par contre, leur expertise n’a aucune valeur juridique, vu qu’elle est faite par le fabricant de l’échangeur.
Donc, ils refusent de prendre la réparation en charge, réparation qui 9 fois sur 10 est le remplacement de la machine.
Donc, dans ce cas, il faut taper là ou ça fait mal, ,c’est à dire le service commercial.
En général, (si on est pas un particulier) on obtient gain de cause si on sait faire pression. C’est la méthode que j’ai employé à deux reprises pour obtenir le remplacement de 3 machines qui étaient sous garantie, et qui me posaient de véritables problèmes.
Ma conclusion:
Ces machines sont simples et pas chères. Au pont de vue fonctionnement et performances, je penses qu’elles n’ont rien a envier à certaines marques. C’est vrai que la disposition et l’assemblage des organes frigorifiques laissent à désirer. On peut dire que TECHNIBEL n’a pas trop de dépense en ce qui concerne les accessoires de fixation des différents composants.
Les brasures des tuyauteries frigorifiques et hydrauliques laissent aussi à désirer. Il y a en autre deux tubes de services qui ne servent à rien, vu qu’il y a des valves schrader sur la HP et la BP, qui sont écrasés et brasés, et qui avec les vibrations peuvent arriver à casser.( J’ai eu le cas)
Malgré tout, ces machines sont simples à dépanner, on a les pièces relativement rapidement, et les prix ne sont pas exagérés.
Pour ma part, depuis 2006, j’ai eu sur 30 machines:
1 compresseur ( grippé par manque d’huile, à cause d’un tube de service qui à cassé)
3 échangeurs à plaques (les causes probables évoquées plus haut)
1 régulateur.
J’ai également eu sur 5 machines que je n’ai pas vendu:
3 échangeurs à ailettes (La qualité des échangeurs à ailettes est vraiment médiocre )
2 trains thermostatique de détendeur ( train thermostatique vide à cause de l’usure du capillaire du aux vibrations )
Je n’ai jamais remplacé de vanne d’inversion, de circulateur, ni de ventilateurs
Ce que j’apprécie sur ce type de machine, c’est de pouvoir diagnostiquer en moins de 10 mn la panne qu’il peut y avoir.
Par contre, je déplore la fragilité des échangeurs, et la conception du circuit frigorifique qui laisse vraiment à désirer…
Je n’ai pas évoqué le problème des démarreurs, car sur la totalité de mon parc, je n’ai qu’une machine en monophasé. Pour moi, les machines en monophasée sont une aberration, surtout au dessus de 2 kw de puissance absorbée. On le voit d’ailleurs, beaucoup ont eu un problème avec ces démarreurs.
G32
Je joins des schémas dès que j'y arrive...